ENERGY FLOW DIAGRAM
PALM OIL FACTORY
30, 45, 60 TBS / HOUR

FUEL (FIBER & SHEL)
1. Calorific value with average moisture – 16%
Fiber – 2,570 kCal / kg
Shel – 3,850 kCal / kg
Calorific value of a mixture of 80% Fiber and 20% Shell:
(80% x 2,570 kCal / kg + 20% x 3,850 kCal / kg) = 2,826 kCal / kg
2. Estimated composition of Fiber & Shell fuel mixture
The heat of burning carbon as a Combustible Element = 8,070 kCal / kg carbon.
3. The composition of the carbon in the fuel mixture
(2,826 / 8,070) x 100% = 35%
Other materials in the form of alkaline earth oxides, water etc. = 65%
(noncombustible Element)
3. The combustion process.
Fuel in the form of non-combustible elements in the combustion process with temperatures> 650 degre C will melting accumulate to form deposits. Especially for sodium compounds, in the combustion reaction it will form a deposit of “Low melting point sodium compound”.
The remaining melt in the form of a solid is called a Clinker, attached to the heating survace of the boiler and the combustion chamber.
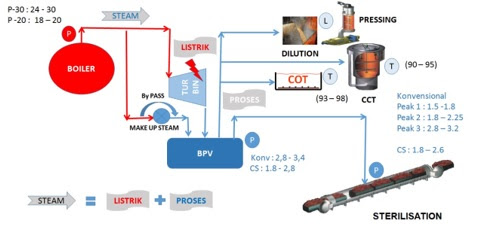
Relation of steam from the Boiler to the Production control process
Boiler performance can be seen from the steam produced in the form of: Pressure (P), Temperature (T) and Capacity or Steam flow (Q, Tons of steam per hour).
However, the P indicator is sufficient (pressure P and temperature T). because the higher the pressure, the higher the temperature.
How do we know the STEAM FLOW of the boiler for the PROCESS is sufficient or not ??? It can be seen from the BPV PRESSURE.
Steam from the BOILER mostly flows into the TURBINE to generate electricity which is used to run ELECTRIC MOTORS or other machines.
Suppose that the POWER produced by the turbine is 1500 kw and the SSC (Specific Steam Consumption) of the turbine is 20 kg steam / kwh. Then the steam flowing into the turbine is = 20 x 1500 = 30,000 kg of steam per hour = 30 tons of steam per hour.
If a conventional factory has a capacity of 60 tons of FFB per hour. where the required ratio of steam to FFB is 0.55 (kg of steam per tonne of FFB). Then the steam required for the process is 0.55 x 60 = 33 tons of steam per hour.
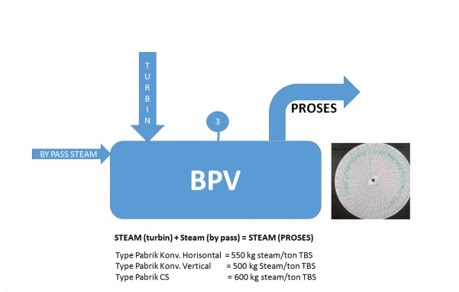
Process Steam = steam from turbine + steam from make-up steam bpv.
So from the above case, the steam that must be supplied from make-up steam bpv is 3 tons of steam per hour.
If the turbine load is for example 1200 kw, then the steam via the turbine is 24 tons. and the remaining 9 tons from make-up steam.
Mathematically the above case seems so easy. but in practice in the field it will be difficult … because there will be a swing in boiler pressure and BPV. To anticipate this, AUTOMATIC MODULATING VALVE has been installed for BPV steam make-up valve.
If the modulating valve is automatically damaged, the temporary action can be made ORIFICE in the by-pass of the make up steam.
So make up steam and or by pass steam BPV: must meet the process steam needs (adding to the shortage of steam from TURBINE).
Here are SixPROCESS CONTROL indicators
In addition to generating POWER / ELECTRICITY, the steam produced by the boiler is also MAIN for PROCESS.
PROCESS EXCELLENCE where the PARAMETERS are Green and continuous GREEN
Why does a constant BPV (3.0 – 3.2 Barg) indicate sufficient steam for the process? due to pressure HOLDING TIME sterilizer operation 2.8 – 3.0 Barg. The assumed pressure difference between BPV and STZ is 0.2 Barg.
If Q input (Turbine + By pass) = Q output (to STZ), then Pressure is Constant.
If Q input (Turbine + By pass)> Q output (to STZ), then the pressure will rise and SAFETY VALVE BLOW OFF.
If Q input (Turbine + By pass) <Q output (to STZ), then the pressure will drop until the pressure is equilibrium with STZ.
From the explanation above shows that BPV PRESSURE also shows the state of STEAM supply from BOILER to BPV. For practical purposes, it is easier for us to read BPV PRESSURE than STEAM FLOW on FLOW METER.
So if there is a factory that has BOILER PRESSURE (GREEN), while BPV PRESSURE (RED), it means that the SUPPLY STEAM for the PROCESS is lacking. So getting into CATEGORY is not excellence for the process
